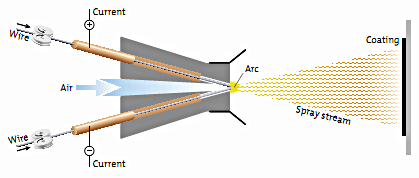
Quy trình phun phủ kim loại:
Khi hai dây dẫn điện được đẩy tới gần nhau, sự ngắn mạch giữa hai dây tạo nên hồ quang điện với nhiệt độ khoảng 5000°C. Nhiệt độ này làm cho dây nóng chảy; khí nén đẩy các giọt kim loại nóng chảy tới bề mặt nền với vận tốc trên 100 m/s.
Sự kết hợp của nhiệt độ cao và vận tốc hạt lớn tạo nên lớp phủ có cường độ bám dính cao và độ xốp thấp. Một ưu thế nữa của công nghệ phun hồ quang dây đôi là “quá trình phun nguội”, vì nhiệt độ vật nền có thể duy trì ở mức thấp trong quá trình phun để tránh làm biến đổi pha kim loại và biến dạng của vật nền
Năng suất phun cao: tốc độ phun đạt 8-36 kg/giờ tùy thuộc vào vật liệu hợp kim phun
Ưu thế của quy trình phun hồ quang dây so với hàn đắp lớp nền:
- Có thể phủ lên hầu hết các chất nền
- Không làm biến dạng nhiệt hoặc thay đổi cấu hình của chất nền
- Yêu cầu gia nhiệt trước thấp
- Mức độ tích lũy nhiệt không đáng kể trong suốt quá trình phun
- Không cần xử lý nhiệt sau khi phun
- Không hòa tan lớp phủ
- Tốc độ phủ nhanh
- Kiểm soát độ dày lớp phủ tốt hơn, qua đó giảm thời gian chạy máy và tiết kiệm vật liệu với sơn phủ, mạ kẽm và mạ crôm:phun hồ quang dây.
Lợi ích của quy trình
- Lớp phủ kẽm hoặc nhôm được sử dụng như là lớp lót cho các lớp sơn ngoài.
- Lớp phủ hồ quang dây có độ bền làm việc và chịu được tương tác cơ học tốt hơn lớp sơn.
- Khả năng chống ăn mòn bằng ăn mòn thay thế rất tốt, đặc biệt là của lớp phun kẽm để ngăn chặn sự ăn mòn ở các phần lớp phủ đã bị hư hại.
- Bảo vệ ăn mòn tức thời bằng phun vật liệu dây chống ăn mòn.
- Không giới hạn kích thước cho các chi tiết được xử lý.
- Có thể phun phủ tại công trường.
- Có thể thay đổi độ dày lớp phủ từ vùng này sang vùng khác để đạt được lớp bảo vệ tốt hơn.
- Được sử dụng để phục hồi bảo vệ ăn mòn trên các vùng bị hư hại của thép tráng kẽm sau khi hàn.